
Spare Parts
REEL Möller® Spare Parts supports the long-term performance, reliability, and safe operation of your equipment through genuine replacement parts, technical expertise, and service guidance. Whether for planned maintenance, urgent replacement, refurbishment, or long-term asset care, our spare parts solutions are tailored to your operational requirements and engineered to match your system specifications.
By using original REEL Möller components, customers can reduce downtime, protect equipment performance, and maintain the high standards of reliability expected from REEL Möller technologies. Shown here is a selection of our spare parts and components, with many other options also available. Contact us for more details or to discuss your specific requirements.

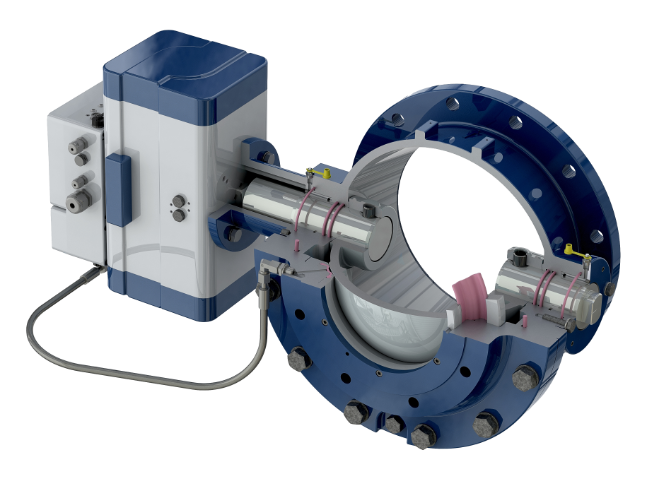
MÖLLER® Valve
The MÖLLER® Valve is a shut-off device designed for fully open and fully closed positions in pneumatic conveying systems. For any pressure valve, reliable sealing is essential, every time. The MÖLLER Dome Valve meets this requirement through the combination of an inflatable MÖLLER® seal and a spherical closing segment, creating a pressure-tight seal pe = up to 10 bar. Pneumatically operated for fast response, the valve is able to cut through a static column of material and completely close the pipe. It is engineered to handle material temperatures of up to 275˚C and is suitable for applications involving materials such as alumina, cement, fly ash, and gypsum.
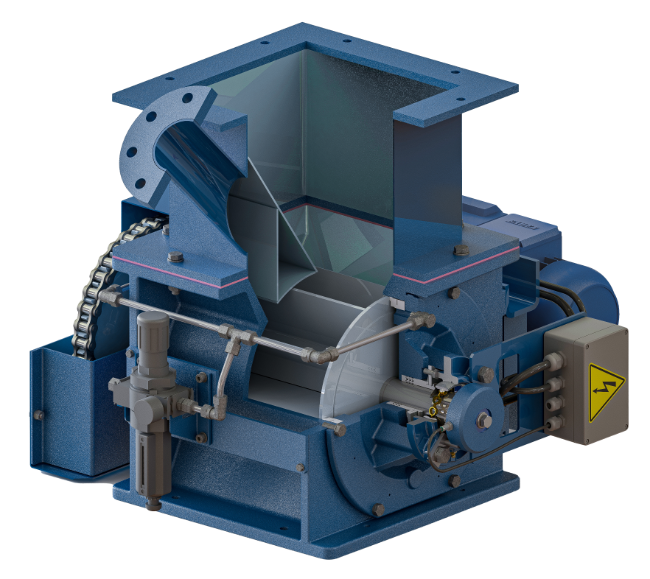
Rotary flow control valve
Rotary valves are designed for use across a wide range of industrial applications where powdery bulk materials are processed, conveyed, stored, distributed, weighed, or metered. The REEL Möller Rotary Valve is an ideal solution for controlled discharge from a silo or hopper, as well as for controlled feeding into a jet conveyor. It is suitable for handling a variety of bulk materials, including fly ash, alumina, cement, lime, gypsum, and minerals such as copper concentrate, with bulk densities ranging from 0.5 to 2.0 t/m³.
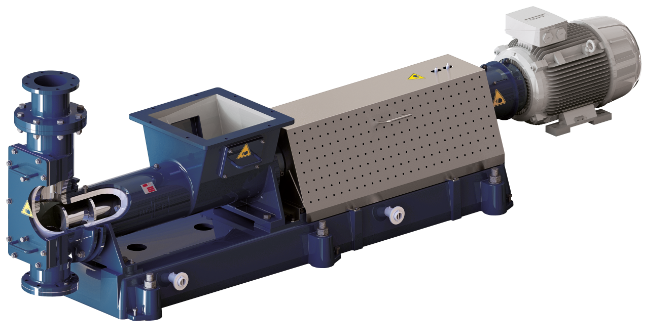
MÖLLER® Pump
The MÖLLER® Pump offers a reliable and easy-to-maintain solution for pneumatic conveying applications. Designed to transfer bulk materials from atmospheric pressure into
high-pressure conveying lines with maximum continuity, it is a proven core component in pneumatic transport systems. With more than a thousand installations worldwide, the MÖLLER® Pump is used for materials such as cement, lime, gypsum, fly ash, aluminium oxide, copper concentrate, and coal dust, with capacities ranging from 1 to 250 t/h.
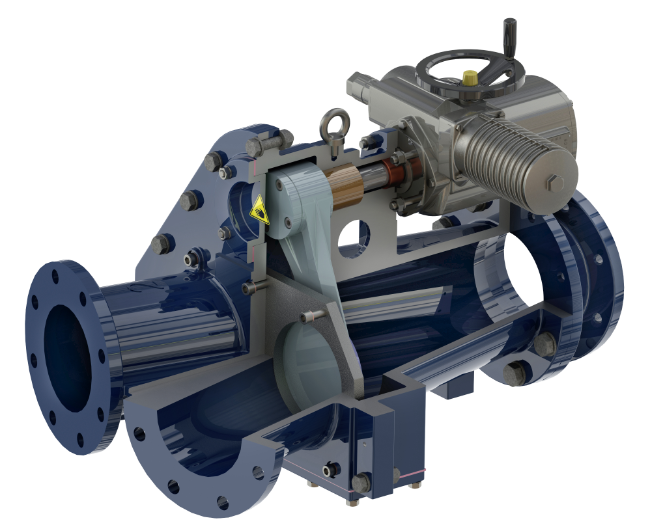
Diverter Valve
The MÖLLER® Two-Way Diverter Valve is a compact and robust solution for directing pneumatic bulk material flow within a pipeline system. Designed with a straight passage and a 25° branch pipe, it allows reliable switching between two outlets, with one outlet always fully closed by a slide plate for secure sealing. Available in sizes DN 50 to DN250 or other sizes on request, and suitable for temperatures up to 200°C, the valve offers low pressure loss, long service life, and simple maintenance thanks to its durable construction and replaceable wear components.
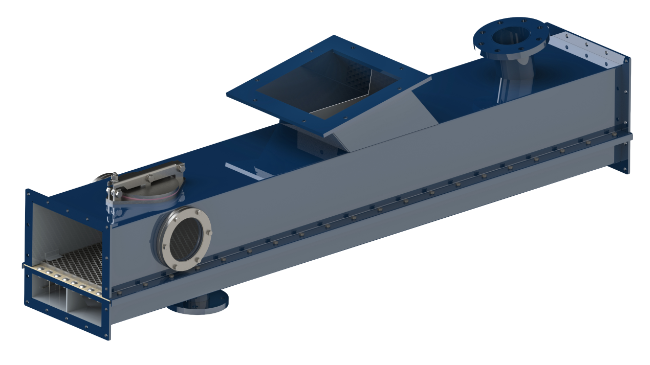
Gravity Conveyor
REEL MÖLLER air gravity conveyors are designed to transport fluidised bulk materials efficiently by combining gravity with a minimal amount of conveying air. Suitable for capacities of more than 2,000 m³/h, they provide a dependable solution for high-volume material handling across a range of industrial applications. Their simple and effective conveying principle ensures smooth material flow while reducing mechanical complexity.
Our Office
Visit or contact us for any inquiries.
Founded on Johannes Möller’s groundbreaking dry bulk feed pump, MÖLLER has grown into a global leader in pneumatic conveying. With thousands of systems worldwide, specialising in advanced solutions for cement, fly ash, alumina, and mineral handling.
Explore our markets
From nuclear to aerospace and aluminium, REEL delivers tailored solutions for every industrial sector, designed to ensure performance, safety, and reliability.










Our News
Follow REEL’s key projects, innovations and highlights in France and around the world.

Maintenance Technician at REEL: missions, career development and daily work

Predictive Maintenance in Industry
